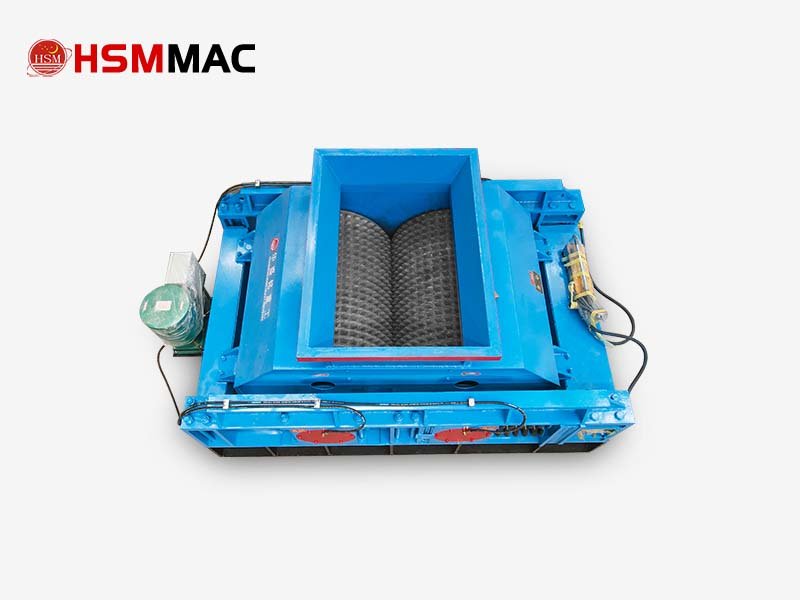
To reduce roller wear in Double roller stone crusher during quartz stone processing and extend service life, the following high-precision technical solutions address material selection, process optimization, and intelligent maintenance systems:

Implementation Roadmap
- Phase 1 (0-6 months): Retrofit existing rollers with modular WC inserts; install condition monitoring.
- Phase 2 (6-12 months): Deploy AI middleware with edge computing .
- Phase 3 (12-18 months): Full thermal-spray recoating workshop setup.
1. Enhanced Roll Surface Material Design
Recommended Configurations:
- Graded Composite Rolls: Optimized for quartz with hardened WC-Co layer (3mm) bonded to ductile cast iron substrate (ASTM A532 Class III).
- Industrial Validation: WC-coated rollers achieved 14,000 operating hours vs. 2,500 hours for standard models in Brazilian quartz mines.
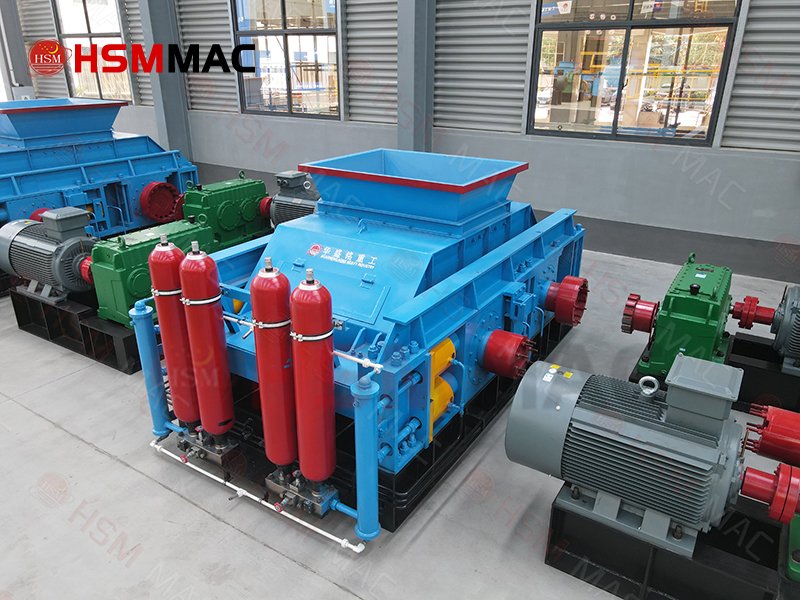
2.Double roller stone crusher Process Parameter Optimization
A. Precise Compression Force Control
- Dynamic Gap Adjustment:
- Deploy Hall-effect displacement sensors with ±0.01mm resolution for real-time gap monitoring.
- Formula$\sigma = 0.8 \times UCS_{quartz} \times (1 – e^{-t/T})$
(Where $UCS_{quartz}$ $T$=72h seasoning period) - Parameter Setpoints:
- <30mm feed: 12-18MPa
- 30-50mm feed: 20-25MPa
B. Material Flow Regulation
- Adaptive Feeding:
- Use X-ray fluorescence (XRF) in-line analyzers to adjust feed rates based on quartz SiO₂ content (threshold: 95% purity triggers 15% speed reduction).
- Triboelectric separators remove sub-100μm fines to minimize interparticle abrasion.
3. Advanced Wear Mitigation Technologies
A. Surface Engineering
- Ultra-High-Speed Laser Cladding:
- Material: Ni60A+35%WC (powder size 15-45μm)
- Parameters:
- Power: 3.2kW
- Scan speed: 20m/min
- Overlap rate: 40%
- Results: Layer hardness HV₀.₃ 1250±50, porosity <0.5%
B. In-Situ Repair Protocol
- Wear Detection:
- Structured-light 3D scanner identifies >1mm surface irregularities.
- Hybrid Welding:
- TIG root pass followed by flux-cored arc welding (FCAW) with EWAC 1001M (Cr:28%, C:5.3%).
- Precision Grinding:
- CNC-controlled diamond grinding wheel restores ±0.05mm cylindricity.
4. Double roller stone crusher AI-Driven Maintenance System
Architecture
- Data Input Layer:
- Vibration (8-10kHz range)
- Thermal imaging (FLIR AX8) detecting hot spots >130°C
- Oil debris sensors (10ppm Fe limit)
- Analytics Engine:
- LSTM neural network predicting RUL (Remaining Useful Life) with 92% accuracy
- Failure modes:
- Mode 1: Radial microcracking (35% occurrence)
- Mode 2: Circumferential spalling (60%)
- Output:
- Prescriptive maintenance commands (e.g., “Replace within 200 operational hours”)
By synthesizing material science, precision engineering, and industrial IoT, quartz processing plants can achieve 8,000+ hours of uninterrupted roll operation with cumulative wear under 0.8mm. Execute with stage-gate validation protocols to minimize technical risk.


 +86-13838144666
+86-13838144666
 +86-13838144666
+86-13838144666
